

痕跡がつかない!スタッド接合固相接合技術
従来の接合
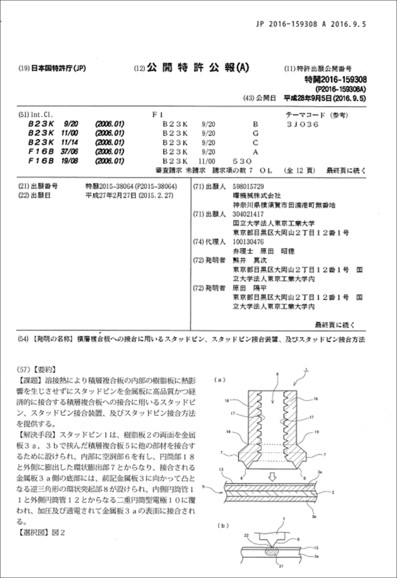
スタッドと呼ばれる金属製のピンを金属外装筺体に取り付けるには、溶接やリベット接合などの手法で接合します。
しかしこの手法だと外装筺体の表面に痕を残してしまうため、外観の美しさが求められるような製品の場合、仕上げ塗装などの前に研磨工程が必要となります。
美しさを追求する固相接合
「先端に特殊形状を施したピン」を板に押し当て加圧とパルス電流を流すことにより拡散接合を起こし、非溶融接合(発熱なし)で接合痕のないスタッド溶接を行っています。
接合痕の出ない接合手法のため、大型テレビの外装アルミ製フレームをはじめとした接合後、外観の美しさが求められるような構造に適しています。
適応材:異種金属の接合が可能です。
特長
- 外観に圧痕が出ない綺麗な接合が可能です。
- 溶接で最も難しいアルミ板の板厚0.6mmでも圧痕なしでスタッド接合が可能です。
- 発熱しないため塗装裏面にも接合できます。
- 異種金属の接合が可能です。
(アルミ・マグネ・チタン・ステンレス・SPC・亜鉛メッキ鋼板・カラー鋼板 等) - ショックレスのため位置精度が高い接合ができます。
(ネジ付きピンが接合できます) - 従来のカシメ式には出来なかったワーク端まで接合可能です。

曙機械の独自工法「固相接合技術」

表面に圧痕が出ないので外観部品として利用可能です。
固相接合技術 工程
1.スタッドピンと板材を装置に装着します。

2.ピンに加圧し通電します。
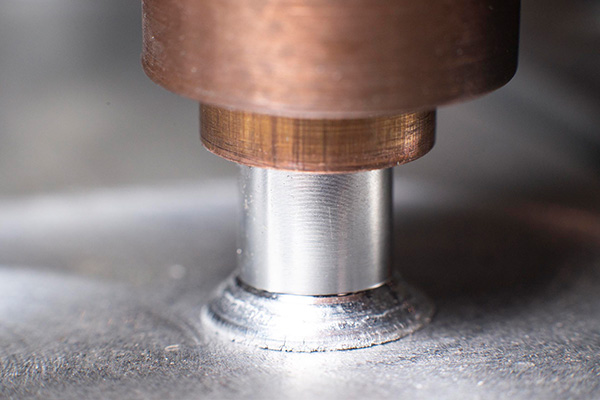
3.接合完了です。
高精度な形状が特徴精密アルミ冷間鍛造技術
長年にわたり培ってきた経験やノウハウを活かした高精度な形状を特徴としています。
右記の写真はアルミ冷間鍛造で内側のフィンと一体成形した円筒容器を一工程で成形したものです。
大きさはΦ200㎜×H400㎜になります。

抜き断面も美しく仕上がります厚物精密切断技術
金型による厚板プレス生産が可能です。
板厚14㎜をブランクピアスしたサンプルです。
抜き断面も非常にきれいに仕上がります。

面の張りが美しい加工品の製作が可能深絞り技術
一般的な鋼板やアルミ板のみでなく、難加工材のステンレスやチタンの深絞り成形を得意としています。
2000t油圧プレス機を始めとする、能力の高いプレス機を生かし、面の張りがきれいな加工品が製作できます。

能力の高いプレス機と技術が融合プレス成形技術
長年にわたり培ってきた経験やノウハウを活かした金型設計、製作での薄板から厚板までのアルミ、鉄(ハイテン)、SUS等金属素材の多様な成形が可能です。

